
![]()
Manifold Porting
Cleaning up the inside faces of the manifold.
The manifold was constructed to keep the amount of porting required to an absolute minimum.

This shows the amount required to be removed on the two centre runners, a very small amount which is easily cleaned up with the die grinder & flap wheel. You can see the weld between the tubes and flange has penetrated well as there is a little drip-through on the inside.

The two outside runners require a little more work because of the shape of the intake flange. The right hand side would pose no problem and blend in well, but to maintain the port shape the left hand side would have to be built up with weld & then ground to shape. Weld was also laid down on the floor of the port as well where required, to smooth out any imperfections. Getting the TIG torch inside the flange would be a problem, but as it just needed a few dabs of filler roughly in the right area it wasn't too much trouble.

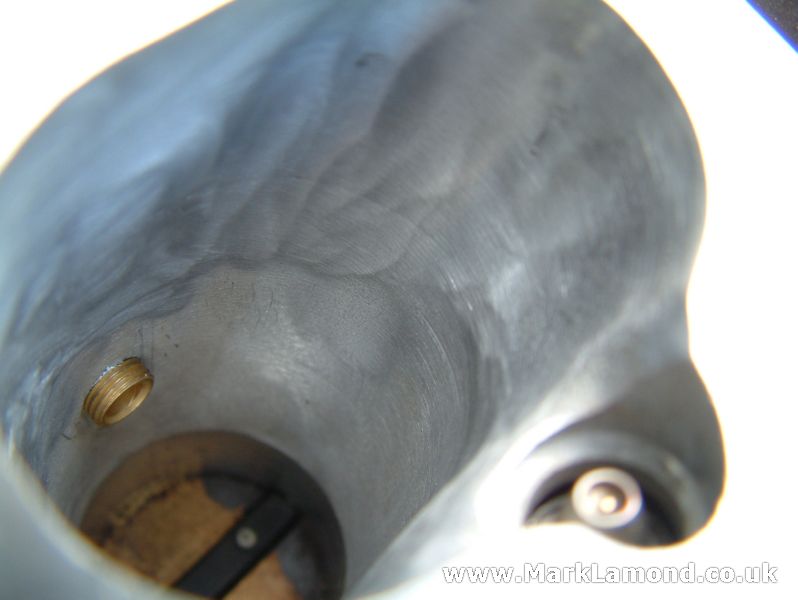
The finished results were quite good, with the transition between the flange and tube blending in very well - it was worth the extra hours effort welding & grinding. Naturally the brass vacuum fitting will be ground down and smoothed when it is finally installed. Note that the inside of the manifold is perfectly smooth and the black "waves" from using the flap wheel are exaggerated in the picture.
I have a number of options with surface finishing - various grades of flap wheel or having it glass bead, or sand blasted - I'll have to come to a decision on this soon. In my opinion the sand blasting is probably a bit too rough for the inside, so it's looking like I'll do it with glass.